In this example the pressure ramp reaches 290mb before the cylinder starts to activate. The resulting change in ramp rate is detected by the leak detector and compared against the fail limits.
Ramp Testing
Ramp testing is one of several additional product tests available on our Production Line Leak Detectors. The method is suitable for testing the activation point for any product designed to respond to changes in pressure. One example of this is a pneumatic cylinder, but this same technique may apply to other items such as pressure relief valves or regulators.
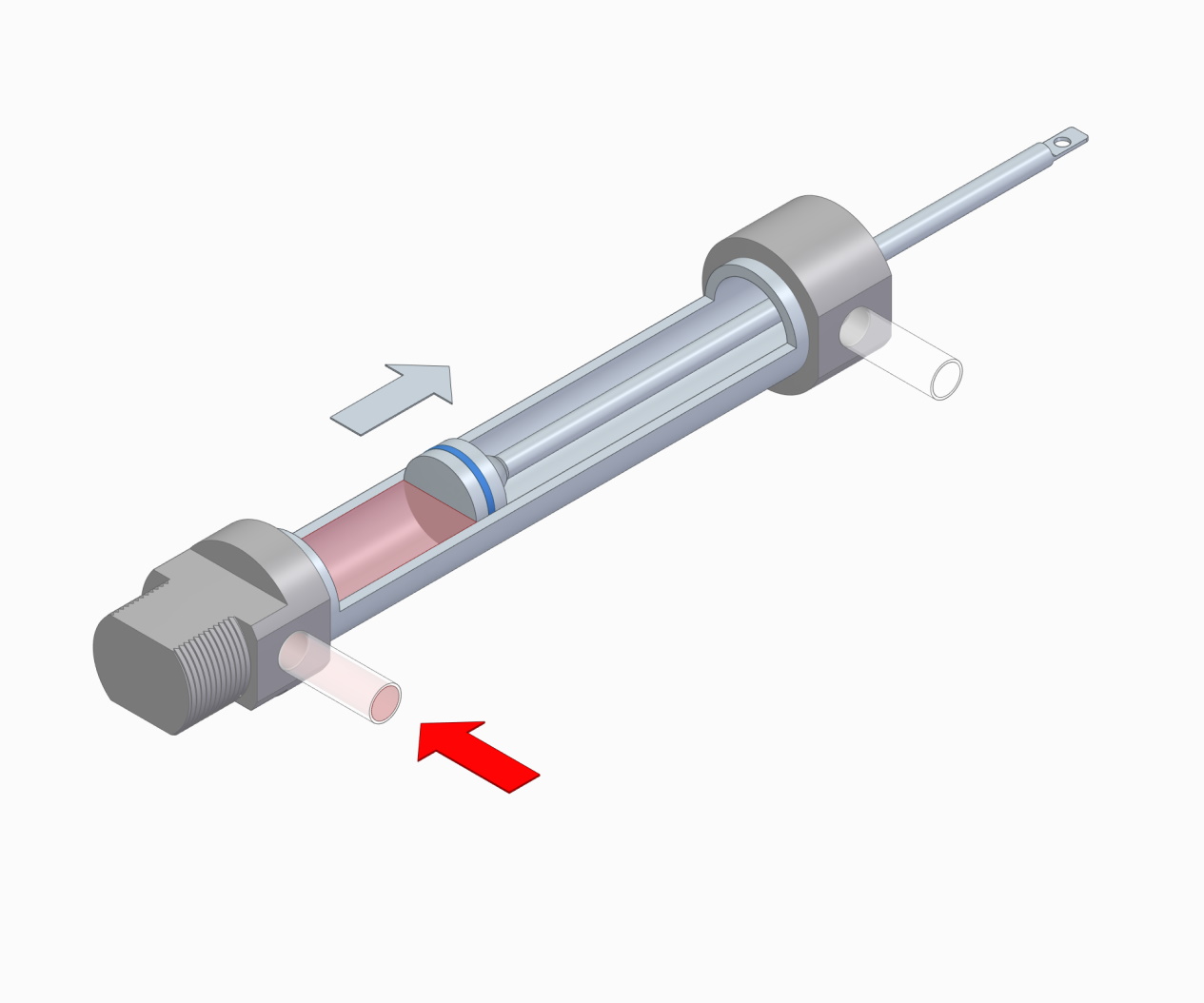
When pressure at the inlet port of the cylinder reaches the activation value the cylinder starts to move.
The key principle of the test is to monitor for product activation while gradually increasing pressure in the part. The stages of a ramp test for a pneumatic cylinder are generally as follows:
- The cylinder is moved to one extreme of its range of motion. For example, to test cylinder extension activation, the piston must be fully contracted at the start of test.
- The maximum expected activation pressure is applied to the extension inlet. A restriction such as a needle valve is used to slow down the fill rate of the part.
- The absolute sensor monitors the pressure inside the cylinder and the leak detector constantly calculates the pressure gradient, or ramp rate.
- When the activation pressure is reached within the cylinder bore, the piston begins to move and the volume inside the cylinder begins to increase.
- The increase in cylinder volume decreases the cylinder’s internal pressure and therefore the ramp rate reduces. The instrument detects this change in pressure gradient and records the current pressure value as the ‘activation’ pressure.
- The activation pressure is compared against high and low failure thresholds to determine if the cylinder passes the test.

This test can be performed in under a second for many cylinder sizes, and due to the flexibility of Furness Controls Leak Detectors, it can easily be combined with differential pressure decay leak testing of the cylinder as well as checking the extension and contraction positions of the piston using external sensors. The Leak Detector can easily become a fully-featured test station for pneumatic cylinder production.